![]()
![]()
Factories,
People
& Results
Theory of Constraints, Critical Chain Project Management, Lean : industry consulting & training - Marris Consulting

Philip Marris and guest Michel Baudin discuss about Working with Machines
Philip Marris and Michel Baudin got to know each other on line, by participating in the same discussion groups, and met in person in Paris in 2014. October 2015 Michel Baudin meets Philip Marris again in Marris Consulting office in Paris, and both of them start a discussion in front of a running camcorder.
Here is the transcript of this conversation

Philip Marris: Hi, Michel, welcome to Paris! I am glad to take this opportunity to ask you about one of your books that I love, called Working with Machines. As far as I know it is one of the rare books on that subject, at least in terms of treating it in as much detail as you do, and it is about a subject very close to my heart, which is the relationship between the worker and the machine. Can you tell me what made you want to write the book and what the main messages are?
Michel Baudin: Well, what made me write it is that putting together systems of people and machines is central to manufacturing, and one of the things I learned from Kei Abe early in my career in consulting. There are a number of techniques like the work-combination chart which is a typical tool of this area, and there is not very much written about it in English. You have books about automation, but the American books about automation say nothing about people. It's like people are an afterthought. You get books you see FMSs, you see diagrams of machines, but you never see information about what people are supposed to be doing.

Philip Marris: You're right, it's not easy to find books on the subject, but also the industry average practices throughout the world on the subject are very poor. The user-friendliness, or whatever you want to call it, the relationship you have between the person operating the machine and the machine seems far away from where it should be. Maybe I'm wrong, but I get the impression that organizations such as Toyota, for instance, have spent more time trying to get that relationship right and that it is one of the misunderstood keys of Lean.
Michel Baudin: I think you are correct. It is a very important part of Lean that is misunderstood. I think the key reason why the user interfaces of production machines are so bad is that production machines are not bought by the people who use them. If you look at household appliances, they have much better user interfaces than production machines because they are used by the people who buy them. And so the suppliers have a reason to pay attention to these issues. A consequence of that, it is very useful when you are thinking of what would be a good interface for a production machine to look what user interfaces washing machines have, or dishwashers, or stoves.
There are lessons to be learned on how to do it in factories, and there are people in the US who have done very good work on household appliances, in particular Don Norman, with The Design of Everyday Things. He doesn't just tell you to pay attention to the user; he gives a number of rules such as he talks about things like "affordances." If you have a control on a machine, the shape of that control suggests how you should be using it. If you have a button it means "push me"; a hook, "pull me." When the operator interface to a production machine is built on these principles, miraculously, it is easier when you train people to use them, because they natually gravitate towards the proper way. That's only at the basic level. There are more subtle issues.
Philip Marris: Tu as parlé de tableau de combinaison du travail ou "work-combination charts"... Qu'est-ce que c'est?
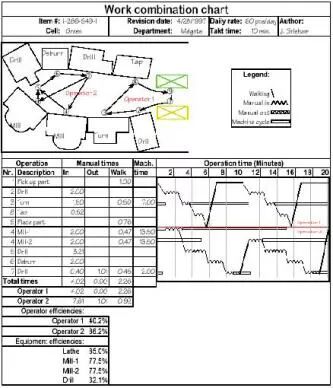
Michel Baudin: The work-combination chart is at a higher level. It is what is called standard work in the Toyota Production System. It is a chart that shows the path of an operator going through multiple stations within a takt interval, and the times spent at each station, doing manual work done on each machine, and walking between stations, as well as the machines' automatic cycles. It is a graphic simulation tool that is not used very much and not known to many Lean consultants but, if you don't use it in cell design in machining, for example, you are leaving about half the productivity improvement potential on the table. It's a tool I found extremely useful. It is not that easy to use, but it is worth the effort for the benefits you get.
Philip Marris: But, just to make sure I have understood, you are saying that, especially, there are many more things. One of them that is surprising is that when one is changing the layout of machines, a cell or whatever, in fact they are not taking into account what the work that is going to be done there, and the work combination chart will be used to work out exactly how you are going to live there. And they don't do that, and end up with an environment in which the operator is condemned forever to be wasting time because he has to do x rather than y.
Michel Baudin: It's not just x rather than y. In order to do another task, the operators would have to walk all the way around the machine, which means that somebody else has to do it.
Philip Marris: OK. I should mention that the number of times we see someone having to walk around a machine for something is high...
Michel Baudin: And the other operator,... If the volume goes down, the other operator still has to be there, whereas, if it were arranged differently, the operator could stand in for the other one, who could be used some other place in the factory. If you use this tool, it makes you design the jobs so that they are easy to do within the takt time. It's a higher-level concept. The book starts with the lower-level issues, of one operator and one machine, and how does that operator work with that machine. It goes up from there to how you design a job for an operator that involves dealing with multiple machines. When you do that, you end up using fewer people for the same machines, which means you are automating the process.
This is all related to autonomation. When people talk about "Jidoka," they usually say it's a quality control thing, as in, the machine stops when it starts breaking parts. It's not all it is! It is an automation strategy, and part of that automation strategy is to make sure the machines stops when it starts misbehaving. But it is also a strategy to automate the process. It is stepwise, in that you start with a production line that needs 5 operators, then you make some improvements that bring it down to 4, then to 3 then to 2, then to 1. You never bring it down to 0, but, by the time you have old machines to which you have retrofitted all sorts of devices that allow you to work a high levels of productivity, like 1 operator for 20 machines, then next thing you do is design another line and you apply everything you learned to design a line that doesn't look anything like the previous one. It' part of that continuum, and it always involves thinking about what role people are going to play in the production line.
Philip Marris: We talked about this before. I am desperately disappointed by "autonomation" as it is sometimes called, or jidoka, the idea that we can go from 5 people to 4 in the work environment. And that is, if you go back to one of the first presentations of the Toyota Way, Taiichi Ohno's first book, he said autonomation was one of his two pillars at the time and very important. Yet, it has been lost in translation.
Michel Baudin: It has been, yes. There are a few people in the US, for example Art Smalley, who know exactly what this is about and write about it and talk about it, but most of the American literature on Lean doesn't go anywhere near it.
Philip Marris: Why? It's the same here in Europe.
Michel Baudin: A lot has to do with the fact that the people who are writing it are not engineers. It may be that simple.
Philip Marris: To be able to deal with the subject, you have to be somebody who is at ease with designing machines, yeah, an engineer. It's not a managerial issue anymore.
Michel Baudin: It's not psychology, it's not sociology, it's not even logistics, it is really technology.
Philip Marris: Would you agree, or am I pushing things too far, that adaptations or translations of Lean have lost a significant part of the technical content?
Michel Baudin: Oh yes! When I started in this business, I joined Kei Abe's consultancy, which was named "Management & Technology Japan." And Kei Abe's philosophy was that you have to address the technical and the managerial issues jointly. If you only work on the technology, if you only work on the engineering side, if you only work on operator workstations and how they are laid out, that's not enough. You also have to work on the managerial side. But, if you only work on the managerial side, you miss the whole engineering dimension. You have to address both. It means you have to be able to deal with technical issues on the shop floor with operators, technicians and engineers in the morning, and then address the company board in the afternoon.


Philip Marris: Fascinating! Because working with machines, or integrating better the technical aspect, or, again, thinking more about the system man+machine is something that is important, that Toyota has always been doing, that people who are trying to do the same have missed out on. So let's hope the people who are listening will think about that, because the technical aspects of all this are important and make a big difference to performance. Thank you very much.
About Marris Consulting
Marris Consulting is an industry consulting and training company specialized in the Theory of Constraints (ToC) and Critical Chain Project Management. We focus on improving the performance of manufacturing and process industries by using Constraints Management combined with Lean and Six Sigma. To boost project performance, we also use Critical Chain Project Management (CCPM), which we sometimes combine with Lean Engineering. Our 2-day performance audits, our performance consulting services and our project management, Lean, ToC & CCPM training by our industry consultants offer a wide range of solutions to help our clients around the world reach the highest possible levels of performance.