![]()
![]()
Des Usines,
des Hommes
& des Résultats
Théorie des Contraintes, Management de Projet par la Chaîne Critique, Lean : formation & conseil en industrie – Marris Consulting

Philip Marris et son invité Michel Baudin échangent autour du livre Working with Machines
Philip Marris et Michel Baudin ont participé aux mêmes groupes de discussion, et se sont rencontrés en personne à Paris en 2014. En octobre 2015, Michel Baudin rencontre Philip Marris à nouveau dans le bureau de Marris Consulting à Paris, l'occasion d'un échange autour d'un livre de Michel Baudin.
Ci-dessous la transcription de leur conversation

Philip Marris: Bonjour Michel, bienvenu à Paris! Je suis heureux d'avoir l'opportunité de te poser des questions sur l'un de tes livres que j'adore : Working with Machines. Pour autant que je sache, il s'agit d'un des rares livres traitant d'un sujet qui me tient à coeur, du moins de manière aussi détaillée que tu le fais, à savoir la relation entre l'Homme et la machine. Peux-tu me dire ce qui t'a donné envie d'écrire ce livre et quels en sont les principaux messages?
Michel Baudin: Eh bien, la raison pour laquelle j'ai écrit ce livre est que le travail conjoint/ en interface des Hommes et des machines est un point essentiel à la production, c'est l'une des choses que j'ai appris grâce à Kei Abe tôt dans ma carrière dans le conseil. Il existe un certain nombre de techniques, comme le tableau de combinaison de travail ou "Work combination chart", qui est un outil typique de ce domaine, mais il n’y a que peu d’écrits à ce sujet en anglais. On peut trouver des livres sur l'automatisation, mais les livres américains sur ce sujet ne disent rien sur les Hommes. C'est comme si l'aspect humain était considéré après coup. Dans les différents ouvrages, vous pouvez voir des FMS, des diagrammes de machines, mais vous ne voyez jamais d'informations sur ce que les gens sont censés faire.

Philip Marris: C'est juste, il n'est pas facile de trouver des livres sur le sujet, mais en général, les pratiques dans l'industrie à travers le monde à ce propos sont également très médiocres. La convivialité de la relation qu'il y a entre la personne qui utilise la machine et la machine,ou peu importe le terme que l'on souhaite utiliser, semble loin de là où elle devrait être. Peut-être que je me trompe, mais j'ai l'impression que les organisations telles que Toyota, par exemple, passe du temps à essayer de rétablir cette relation et que c'est l'une des clés mal comprises du Lean.
Michel Baudin: Je pense que tu as raison. C'est une partie très importante du Lean, et elle est mal comprise. Je pense que la principale raison pour laquelle les interfaces utilisateur des machines de production sont si mauvaises est que les machines de production ne sont pas achetées par les utilisateurs. Si on regarde les appareils ménagers, ils ont des interfaces utilisateur bien meilleures que les machines de production car ils sont utilisés par ceux qui les achètent. Les fournisseurs ont donc une raison de faire attention à ces problèmes. Il est très utile lorsque vous songez à ce qui serait une bonne interface pour une machine de production, de considérer quels seront les utilisateurs qui interagiront avec les machines.
Les usines ont encore à apprendre sur comment traiter cette question, et il y a des gens aux États-Unis qui ont fait du très bon travail sur les appareils ménagers, en particulier Don Norman, avec The Design of Everyday Things. Il ne vous dit pas simplement de faire attention à l'utilisateur, il donne un certain nombre de règles telles que «l'affordance» . Si vous avez une interface de contrôle sur une machine, cette interface suggère comment vous devriez l’utiliser, par exemple si vous avez un bouton, cela signifie "poussez-moi", un crochet, "tirez-moi", etc... Lorsque l'interface opérateur d'une machine de production est construite sur ces principes, miraculeusement, la formation des futurs utilisateurs et l'utlisation sont simplifiées, car cela revient à du bon sens. C'est un exemple basique mais il y a des problématiques plus subtiles.
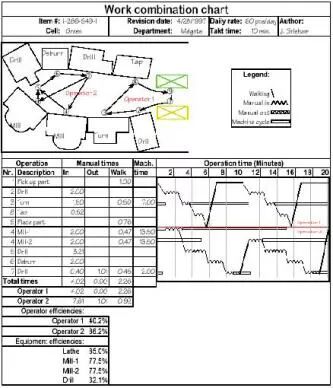
Philip Marris: Tu as parlé de tableau de combinaison du travail ou "work-combination charts"... Qu'est-ce que c'est?
Michel Baudin: Le tableau de combinaison de travail, "work-combination chart", est à un niveau supérieur. C'est le travail standardisé, "standard work", dans le Toyota Production System. Il s'agit d'un graphique qui montre la trajectoire d'un opérateur traversant plusieurs stations de travail dans un intervalle de temps, les temps passés à chaque station, effectuant des travaux manuels sur chaque machine et se déplaçant entre les stations, ainsi que les cycles automatiques des machines. C'est un outil de simulation graphique peu utilisé et peu connu de la plupart des consultants Lean, mais si vous ne l'utilisez pas dans la conception de cellules de production par exemple, vous perdez environ la moitié du potentiel d'amélioration de la productivité. C'est un outil que j'ai trouvé extrêmement utile. Ce n'est pas si facile à utiliser, mais cela en vaut la peine pour les avantages que vous en obtenez.
Philip Marris: Juste pour être sûr d'avoir compris, tu expliques qu'il y a beaucoup de choses à considérer et ce qui est surprenant est que lorsque l’on modifie la disposition des machines, d'une cellule de production ou autre, le travail qui y sera fait n'est pas pris en compte. Et que le tableau de combinaison du travail est utile justement pour expliciter comment le travail doit être organisé, mais qu'il n'est pas utilisé et donc on se retrouve avec un environnement dans lequel l'opérateur est condamné à perdre du temps parce qu'il doit faire x plutôt que y.
Michel Baudin: Ce n'est pas juste x plutôt que y. Pour effectuer une autre tâche, les opérateurs devraient faire tout le tour de la machine, ce qui signifie que quelqu'un d'autre doit le faire.
Philip Marris: Compris. Je souhaite souligner qu'il est très fréquent de voir un opérateur se promener autour d'une machine pour quelque raison que ce soit ...
Michel Baudin: Et si le volume de production diminue, le deuxième opérateur doit quand même resté à son poste. Alors que, si l'environnement était organisé différemment, un des deux opérateurs pourrait assurer les diverses opérations et le second pourrait être utilisé ailleurs dans l'usine. Si vous utilisez cet outil, il vous permet de concevoir le travail de manière à ce qu'il soit facile à réaliser dans le temps imparti. C'est un concept de plus haut niveau. Le livre commence par les problèmes simples, un opérateur et une machine, et comment cet opérateur interagit avec cette machine, puis continue sur des problématiques plus complexes d'un opérateur travaillant sur plusieurs machines. Lorsque vous faites cela, vous finissez par utiliser moins de personnes pour le même nombre de machines, ce qui signifie que vous automatisez le processus.
Tout est lié à l'autonomation. Lorsque les gens parlent de "Jidoka", ils disent généralement que c'est un contrôle de qualité, car la machine s'arrête lorsqu'elle commence à casser des pièces. Ce n'est pas tout! Il s’agit d’une stratégie d’automatisation et une partie de cette stratégie d’automatisation consiste à s’assurer que les machines s’arrêtent dès qu’elles commencent à mal se comporter. Mais c'est aussi une stratégie pour automatiser le processus. C'est une démarche pas à pas, en ce sens que vous commencez avec une ligne de production qui nécessite 5 opérateurs, puis vous apportez des améliorations qui la ramènent à 4, puis à 3 puis à 2, puis à 1. Vous ne l'amenez jamais à 0, mais au moment où avec d'anciennes machines, potentiellement "rétrofitées", vous permettant de travailler avec un haut niveau de productivité, et vous réussissez à avoir 1 opérateur pour 20 machines, alors l'étape d'après est de concevoir une autre ligne et appliquer tout ce que vous avez appris de sorte à concevoir une ligne qui ne ressemble en rien à la précédente. Cela fait partie de ce continuum, cela implique toujours une réflexion sur le rôle que les gens vont jouer dans la chaîne de production.
Philip Marris: Nous en avons déjà parlé avant. Je suis désespérément déçu par "l'autonomation" comme on l'appelle parfois, ou Jidoka, l'idée que l'on peut passer de 5 à 4 personnes dans l'environnement de travail. Et si on revient à l'une des premières présentations du Toyota Way, dans le premier livre de Taiichi Ohno, l'autonomation est selon lui l'un des deux piliers d'une grande importance. Pourtant, une partie du message a été perdu au cours du temps et des traductions.
Michel Baudin: Cela a été le cas, oui. Il y a quelques personnes aux États-Unis, par exemple Art Smalley, qui savent exactement de quoi il s'agit et écrivent et communiquent sur ce sujet, mais la majeure partie de la littérature américaine sur le Lean est loin d'être pertinente à ce propos.
Philip Marris: Pourquoi? La situation est la même en Europe.
Michel Baudin: Pour beaucoup, cela est dû au fait que ceux qui écrivent à ce propos ne sont pas des ingénieurs. Cela est peut-être aussi simple que ça.
Philip Marris: Pour pouvoir aborder le sujet, il faut être à l'aise avec la conception de machines, on comprend pourquoi il faudrait des ingénieurs. Ce n'est plus un problème de management.
Michel Baudin: Ce n'est pas la psychologie, ce n'est pas la sociologie, ce n'est même pas la logistique, c'est vraiment la technologie.
Philip Marris: Serais-tu d'accord ou est-ce exagérer de dire que les adaptations ou les traductions de Lean ont perdu une partie importante du contenu technique?
Michel Baudin: Oh oui! Lorsque j'ai commencé à travailler sur ces problématiques, j'ai rejoint le cabinet de conseil de Kei Abe, "Management & Technology Japan". Et la philosophie de Kei Abe était que vous devez aborder conjointement les questions techniques et managériales. Si vous travaillez uniquement sur la technologie, uniquement du côté de l'ingénierie, uniquement sur des postes de travail d'opérateurs et comment ils sont organisés, cela est insuffisant. Vous devez également travailler du côté managérial. Mais si vous travaillez uniquement d'un point de vue managérial, vous perdez toute la dimension technique. Vous devez vous inclure les deux. Cela signifie que vous devez être en mesure de traiter les problèmes techniques dans l'atelier avec les opérateurs, les techniciens et les ingénieurs le matin, puis vous adresser au conseil d'administration de l'entreprise dans l'après-midi.


Philip Marris: Fascinant! Parce que travailler avec des machines, mieux intégrer l’aspect technique, ou, encore, penser davantage au système homme + machine est quelque chose d’important, que Toyota a toujours agi en ce sens, et que ceux voulant faire de même ont échoué, espérons que les personnes qui nous lisent y réfléchiront, car les aspects techniques sont importants et font une grande différence en termes de performance. Merci beaucoup.
A propos de Marris Consulting
Marris Consulting est une société de conseil et de formation spécialisée dans la théorie des contraintes (ToC) et le management de projet de la chaîne critique. Nous nous concentrons sur l'amélioration des performances des industries de production et de process en utilisant le management par les contraintes associé au Lean et Six Sigma. Pour booster la performance des projets, nous utilisons également le management de projet par la Chaîne Critique (CCPM), que nous combinons parfois avec le Lean Engineering. Nos diagnostics de performance sur 2 jours, nos services de conseil en performance et nos formations en management de projet, Lean, ToC & CCPM par nos consultants offrent une large gamme de solutions pour aider nos clients dans le monde entier à atteindre les niveaux de performance les plus élevés possibles.