“Good Lean” will be presented by Reynald Debaut-Henocque, ex-VP Production of Toyota Motor Manufacturing France. 20 years with Toyota. Vast and recent experience of doing good Lean outside of Japan.
“Bad Lean” will be presented by Philip Marris, CEO of Marris Consulting, +30 years of applying Lean worldwide in +300 organisations in all kinds of industries.
This course is designed to provide you with the tools and strategies needed to achieve successful “Good Lean” outcomes and avoid the traps of Bad Lean.
In this post I will look at how the tractor maker Fendt handles variability in its plant in Marktoberdorf, Germany. In my view, Fendt is one of the benchmark plants in the world in handling variability. In my previous post I looked at reasons why you may (or may not) leave one part empty on an assembly line with a part normally at every fixed interval. In this post I would like to expand on the idea of playing with the distance between parts to handle such variations in the cycle time, but with a focus on assembly lines where the interval between products can vary. We will look at how Fendt uses this to wrangle its variability.
In this webinar, [...] Thorsteinn Siglaugsson and Bill Dettmer, explained how the Logical Thinking Process can be applied in real-life situations. They presented examples to illustrate how this approach aids in defining goals, identifying root causes of complex problems, and resolving persistent conflicts. Some cases they discussed: - A service department losing market share - Getting back on track with a project management career - Saving a stalled DDMRP implementation - Building a world-class IT business in 10 years During the second 30-minute segment of the video Bill and Thorsteinn responded to questions from the attendees.
Registration Now Open! Join us for this 2-day Critical Chain online conference, designed for Project Managers, Portfolio Managers, and practitioners. Delve into the impact of Critical Chain Project Management (CCPM) project timelines, enabling the delivery of more projects—faster, better, and at lower costs. Whether you're an experienced project manager, dedicated practitioner, or influential leader, our conference program caters to all levels, featuring both introductory and advanced sessions with valuable insights. Packed with the latest thinking and practical applications, the conference provides unparalleled opportunities to enhance your CCPM capabilities. Take advantage of early bird pricing and free tickets, Register Now!
After you’ve invested hundreds of thousands into your own ERP system, it’s clear you wouldn’t want to find out that there’s a much better alternative on the market. Fortunately, it is not easy for an SME to replace their ERP, and large clients hate it even more. But, the reputation of the ERP company is meaningful for new implementations, and for being able to add more value to their existing clients, by adding applications that either add new required capability, or solve a current problem.
Description by Philip Marris, CEO and founder of Marris Consulting, of the 3 types of constraints you can find in an organization: 1) The bottleneck that prevents from making more money in the short term 2) The constraint that prevents from making more money in the future 3) The meta constraint of "Management Attention"
Philip Marris started his Theory Of Constraints journey in 1985 when he started working with Eliyahu Goldratt. He has implemented these ideas over 300 times in all sorts of organisations worldwide.
An assembly line is a manufacturing process in which a product is built in a step-by-step sequence. One of many decisions when installing an assembly line has to do with its pacing. When should you use a pulsed line? When a continuously moving line? And when is an unstructured timing best? This post will look at the pros and cons of these options.
In the United States, most top business leaders became aware of Toyota’s Production System starting in the late 1970s and Lean management in the late 1980s. During that time, federal rules for mergers and acquisitions (M&A) were loosened such that it was far more attractive, from profit, market share […] After 40 years, the results of the experiment are in: consolidation in almost all industries reduced competition, reduced innovation, increased prices for consumers, and reduced customer service. It was also bad for employees (mass layoffs) and communities (plant closings), and these outcomes directly contributed to family strife, social unrest, “income inequality,” political instability, etc. […] Lean’s timing could not have been worse because it came into existence during the neoliberal, “maximize shareholder value,” free market era of capitalism that was also popular in the last half of the 19th century. The 1996 book Lean Thinking fed right into the financial, anticompetitive and antisocial mechanistic view of business with the subtitle […] Lean management may have a second chance to replace classical management. […] It is now time for “change for the better.” Return to the roots: industrial engineering-based kaizen and “Respect for People.”
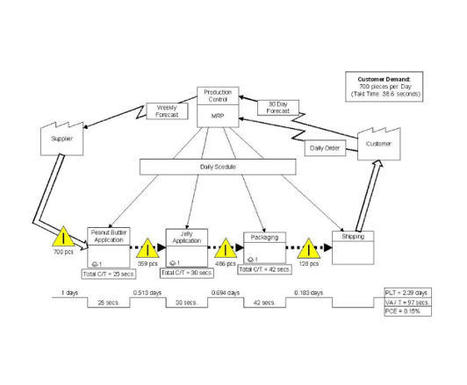
I have been wondering where this tool actually comes from. In the introduction to Learning to See, Mike Rother describes it as a minor tool known within Toyota as “Material and Information Flow” mapping. I have many books about TPS in English and Japanese, of vintages ranging from 1978 to 2009. They contain all sorts of […]
Alan Weir is the Director of Production Operations at Toyota Motor Manufacturing UK. In this episode, Ryan Tierney and Matthew Thompson from Lean Made Simple ask him about: Working his way up from the shop floor to the level of leadership he’s in today What “Genchi Genbutsu” is and why it mat
Toyota's job rotations, in different forms, affect both daily work on the shopfloor and professional careers.
[...]
Other companies have had rotation programs for professional employees and operate their own “universities.” What is special to TPS is the rotations on the shop floor. They develop multi-skilled operators, track their achievements in skills matrices posted in the team areas, and conduct career planning, all through the HR department.
What is also special is the enthusiasm with which beneficiaries of that system reminisce about it. Tracey Richardson, for one, feels that no university at that time could have provided her with the knowledge and skills she acquired through Toyota. [...]
Within the quality profession, a capable process is one with a high CpkCpk. In the field, it is not quite so simple. My colleague Joerg Muenzing recently shared concerns about the process capability indices:
“Many manufacturers that I know struggle with incapable processes. Intellectually, people understand the concept of capability, but are unable to effectively apply it to an entire process. A single-figure measure for the entire chain would be ideal to better understand and manage it. The challenge is that the chain consists of processes with measurable characteristics, like thickness, substitute characteristics, like leak current to infer dryness, and also visual inspection results like blemishes or scratches....
Ever since I read “Toyota Way” by Jeffry Liker almost ten years ago, I was hoping to see Toyota Production System (TPS) live. Finally, my wish come true today during our trip to Japan we’ve visited Toyota city and joined the Takaoka Plant tour.
["Impressed how much you got out of the visit." Jeffrey Liker]
Discover the Power of Integrating Lean and Theory of Constraints (TOC). When Lean principles and Theory of Constraints are seamlessly combined […] faster improvements and substantial increases in sales become the norm. Lean excels at eliminating wasteful practices, while TOC helps pinpoint constraints that, when addressed, increase turnover. Together, they create a powerful synergy, propelling your company into a continuous cycle of effectiveness and growth. […] insightful webinar on April 4th at 4pm (CET Time) …
The statistical quality profession has a love/hate relationship with the Gaussian distribution. In SPC, it treats it like an embarrassing spouse. It uses the Gaussian distribution as the basis for all its control limits while claiming it doesn’t matter. In 2024, what role, if any, should this distribution play in the setting of action limits for quality characteristics?
In this video, Reynald Debaut-Henocque, former Vice-President of Manufacturing at Toyota Motor Manufacturing France in Onnaing, details a significant milestone achieved by Toyota Motor Manufacturing France (TMMF). He explains the transition from a conventional two-shift per day to an audacious three-shift operation, a first in the history of Toyota's global manufacturing practices and a world first in the automotive industry for a vehicle assembly plant.
Bringing Scientific Thinking to Life: An Introduction to Toyota Kata for next-generation Business Leaders (and those who would like to be) By Sylvain Landry
TLS = Open TOC + Good Lean + Good Six Sigma. Presentation by Philip Marris at the TOCICO annual congress in Frankfurt in June 2013. It is argued that TLS ...
In the past, Marris Consulting have had the opportunity to organise a 6-day workshop led by William (Bill) Dettmer, the international expert on the Logical Thinking Process (LTP). We are pleased to announce that we will organise the 6-day LTP workshop in June 2024 in Paris. This time, it will be led by the LTP expert and Bill Dettmer's partner, Thorsteinn Siglaugsson. In recent years, Thorsteinn Siglaugsson has conducted several training sessions and coaching sessions alongside Bill. ...
Learning from the Past, Present, and Future to Drive Profits to New Levels: Roadmaps for Solving and Preventing Problems, Making Better Decisions, and Implementing the Ultimate Improvement Cycle by Bob Sproull.
The content of this book is centered around three seemingly diverse themes. [...] The final theme in this book is how to successfully implement the Theory of Constraints, and then combine Lean Manufacturing, Six Sigma, and the Theory of Constraints. The Theory of Constraints should be considered the "missing link" in most improvement initiatives. The author presents, in detail, why combining the Theory of Constraints with Lean and Six Sigma and all of the associated improvement tools and techniques will take your company to new levels of profitability. He introduces two new roadmaps. One roadmap is on how to implement the Theory of Constraints, while the other new roadmap is how to implement my Ultimate Improvement Cycle.
Philip Marris's insight:
This is Bob Sproull's tenth book. Others include the bestseller "Epiphanized" about TOC + Lean + Six Sigma.
If I were to ask most people what the connection between Porsche and Toyota is, they’d be confused. After all, there’s a big difference between a 911 and a Corolla. The German and Japanese automakers on the surface are about as different as bratwurst and sushi. But, Porsche likely owes its continued existence to Toyota.
Back in the 1990s Porsche was in deep financial trouble. Profits had dropped through the basement, from a surplus of $258 million to being in the red by over $180 million in the span of just six years. That’s hard to believe today, considering Porsche has one of the fattest profit margins in the auto industry. It wasn’t always that way, thanks to gross inefficiencies inside Porsche. ...
We all stand on the shoulders of those who have gone before. One of those giants was Freddy Ballé, who passed away on the31st of October. He was one of the first people in Europe to understand the significance of the Toyota Production System while he was working at Renault in the 1970s. He went to Japan on annual pilgrimages to seek answers to his questions about TPS from leading senseis at Toyota.
He used this learning to build the Valeo ProductionSystem. Early on, Toyota told me that only two suppliers in Europe really understood TPS - Freddy Ballé at Valeo and Peter Marks at Robert Bosch. Freddy went on to develop similar Production and Product Development systems at Sommer Allibert and Faurecia.
One of the best things I have done was to convince Jim Womack to publish the first lean novels by Freddy and his sonMichael. The Gold Mine, The Lean Manager, and Lead withRespect showed a global audience the thinking and behaviors that made a lean system work.
[...] Please note that there is a significant difference in the number of ideas generated. While in the USA, there is a measly 0.16 ideas generated by employee and year, in Japan it is a whopping 18.5 ideas per employee and year [...] in Europe there were only 0.4 suggestions per employee and year. [...] the adoption rate in Japan is 90%, significantly higher than the 38% in the USA, and 74% of employees generate ideas in Japan, whereas only 11% do so in the USA. The USA, however, pays better for ideas, with in average USD $458 per idea, where in Japan it is a measly USD $3.88. Money clearly is NOT the motivator for idea generation. [...] the net savings in Japan is USD $3250 per employee and year, almost ten times as much as in the USA with only USD $334 of savings. The reason for these differences [...] is that Toyota actually has the manpower to implement even smaller ideas, whereas in the Western world all such maintenance and support people have long since been axed to the minimum.
To get content containing either thought or leadership enter:
To get content containing both thought and leadership enter:
To get content containing the expression thought leadership enter:
You can enter several keywords and you can refine them whenever you want. Our suggestion engine uses more signals but entering a few keywords here will rapidly give you great content to curate.



 Your new post is loading...
Your new post is loading...





![Annual [TOC] Critical Chain Project Management 2024 Global Online Conference 17-18 April 2024 | TOCICO | TLS - TOC, Lean & Six Sigma | Scoop.it](https://img.scoop.it/gCvjMIyTsO49RWVj65J58Tl72eJkfbmt4t8yenImKBVvK0kTmF0xjctABnaLJIm9)



![A Second Chance for Lean? - [Good] Short article by Bob Emiliani | TLS - TOC, Lean & Six Sigma | Scoop.it](https://img.scoop.it/wZKoPYOCrzLCZyij4o8Tdjl72eJkfbmt4t8yenImKBVvK0kTmF0xjctABnaLJIm9)